







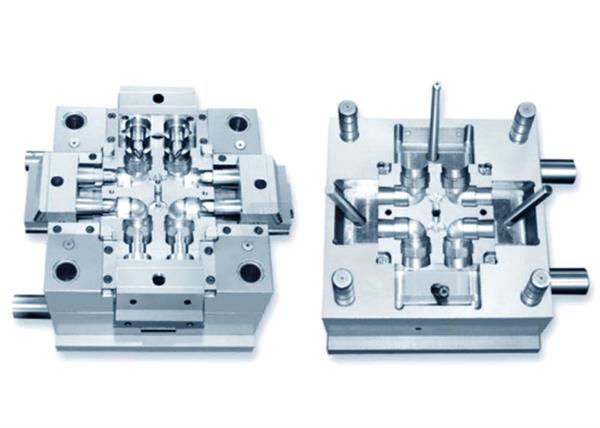
პლასტმასის ყალიბი არის ინსტრუმენტი, რომელიც პლასტმასის გადამამუშავებელ ინდუსტრიაში პლასტმასის ჩამოსხმის მანქანებთან არის შეხამებული, რათა პლასტმასის პროდუქტებს სრული კონფიგურაცია და ზუსტი ზომა მისცეს. ჩამოსხმის სხვადასხვა მეთოდის მიხედვით, ის შეიძლება დაიყოს სხვადასხვა ტიპის ყალიბებად.
1. მაღალი გაფართოების პოლისტიროლის ჩამოსხმის შტამპი
ეს არის ყალიბის სახეობა, რომელიც იყენებს გაფართოებად პოლისტიროლს (პოლისტიროლისა და ქაფის წარმომქმნელი აგენტისგან შემდგარი მძივებიანი მასალა) ნედლეულს სხვადასხვა სასურველი ფორმის ქაფის შესაფუთი მასალების შესაქმნელად.
პრინციპი იმაში მდგომარეობს, რომ გაფართოებადი პოლისტიროლის ორთქლზე დამუშავება შესაძლებელია ყალიბში, მათ შორის ორი ტიპის მარტივი, ხელით მუშაობის ყალიბებსა და ჰიდრავლიკურ, პირდაპირ გამჭოლ ქაფპლასტიკის ფორმებში, რომლებიც ძირითადად გამოიყენება სამრეწველო პროდუქტების შესაფუთი პროდუქტების წარმოებისთვის. ასეთი ყალიბების დასამზადებლად გამოიყენება ჩამოსხმული ალუმინი, უჟანგავი ფოლადი, ბრინჯაო და ა.შ.
2. შეკუმშვის ფორმა
მათ შორის შეკუმშვისა და ინექციის ჩამოსხმის ორი სტრუქტურული ყალიბი. ეს არის ყალიბის ტიპი, რომელიც ძირითადად გამოიყენება თერმომყარი პლასტმასის ჩამოსხმისთვის და მათი შესაბამისი აღჭურვილობაა პრეს-ჩამოსხმის მანქანა.
შეკუმშვის ჩამოსხმის მეთოდი პლასტმასის მახასიათებლების მიხედვით, ყალიბი თბება ჩამოსხმის ტემპერატურამდე (ზოგადად 103°108°), შემდეგ გაზომილი შეკუმშვის ჩამოსხმის ფხვნილი თავსდება ყალიბის ღრუში და მიმწოდებელ კამერაში, ყალიბი იხურება და პლასტმასი თბება მაღალი სიცხისა და წნევის ქვეშ. ბლანტი ნაკადი დარბილდება, გამაგრდება და გარკვეული დროის შემდეგ მიეცით სასურველი ფორმა.
ინექციურ და შეკუმშვის ჩამოსხმას შორის განსხვავება ისაა, რომ არ არსებობს ცალკე მიმწოდებელი კამერა. ჩამოსხმამდე იხურება და პლასტმასი წინასწარ თბება მიმწოდებელ კამერაში და გადადის ბლანტ ნაკადურ მდგომარეობაში. წნევის ზემოქმედებით, იგი რეგულირდება და იწნეხება ყალიბის ღრუში გასამაგრებლად და ფორმირებისთვის.
შეკუმშვის ყალიბი ძირითადად შედგება ღრუსგან, კვების ღრუსგან, სახელმძღვანელო მექანიზმისგან, გამოდევნის ნაწილებისგან, გათბობის სისტემისგან და ა.შ. ინექციის ყალიბები ფართოდ გამოიყენება ელექტრო კომპონენტების შესაფუთად. შეკუმშვის ყალიბების წარმოებაში გამოყენებული მასალები ძირითადად იგივეა, რაც ინექციის ყალიბების.
3. ინექციის ფორმა
თერმოპლასტიკური ნაწილების წარმოებაში ძირითადად გამოიყენება ჩამოსხმის ფორმა. ჩამოსხმის ყალიბის შესაბამისი დამუშავების მოწყობილობაა ჩამოსხმის მანქანა. პლასტმასი თავდაპირველად თბება და დნება ჩამოსხმის მანქანის ძირში არსებულ გამათბობელ ცილინდრში. საცობის დაჭერით, ის შედის ყალიბის ღრუში ჩამოსხმის მანქანის საქშენისა და ყალიბის ჩამოსასხმელი სისტემის მეშვეობით, შემდეგ პლასტმასი გაცივდება და გამაგრდება ფორმირებისთვის, ხოლო პროდუქტი მიიღება ჩამოსხმის გზით.
მისი სტრუქტურა, როგორც წესი, შედგება ფორმირების ნაწილებისგან, ჩამოსხმის სისტემისგან, წამყვანი ნაწილებისგან, გამოწევის მექანიზმისგან, ტემპერატურის რეგულირების სისტემისგან, გამონაბოლქვი სისტემისგან, საყრდენი ნაწილებისა და სხვა ნაწილებისგან და დამზადებულია პლასტმასის ჩამოსხმის ფოლადისგან. ინექციური ჩამოსხმის პროცესი, როგორც წესი, მხოლოდ თერმოპლასტიკური პროდუქტების წარმოებისთვისაა შესაფერისი. ინექციური ჩამოსხმის პროცესით წარმოებული პლასტმასის პროდუქტები ძალიან ფართოა. ყოველდღიური საჭიროებების მქონე ნივთებიდან დაწყებული სხვადასხვა რთული ელექტრო ტექნიკითა და ავტონაწილებით დამთავრებული, ისინი ყველა ფორმირდება ინექციური ფორმებით. პლასტმასის პროდუქტების წარმოებაში ერთ-ერთი ყველაზე ფართოდ გამოყენებული დამუშავების მეთოდი.
4. ყალიბის გაბერვა
ყალიბი, რომელიც გამოიყენება პლასტმასის კონტეინერის ღრუ პროდუქტების (მაგალითად, სასმელების ბოთლები, ყოველდღიური ქიმიური პროდუქტები და სხვა შესაფუთი კონტეინერები) დასამზადებლად. აფეთქებით ჩამოსხმის ფორმა ძირითადად მოიცავს ექსტრუზიულ აფეთქებით ჩამოსხმას და ინექციით ჩამოსხმას პროცესის პრინციპის მიხედვით. პრინციპი ძირითადად მოიცავს ექსტრუზიულ აფეთქებით ჩამოსხმას, ინექციით აფეთქებით ჩამოსხმას, ინექციით გაფართოებულ აფეთქებით ჩამოსხმას (ცნობილია, როგორც ინექციით გაჭიმვა), მრავალშრიანი აფეთქებით ჩამოსხმას, ფურცლის აფეთქებით ჩამოსხმას და ა.შ. ღრუ პროდუქტების აფეთქებით ჩამოსხმის შესაბამის აღჭურვილობას ჩვეულებრივ პლასტმასის აფეთქებით ჩამოსხმის მანქანას უწოდებენ, ხოლო აფეთქებით ჩამოსხმა მხოლოდ თერმოპლასტიკური პროდუქტების წარმოებისთვისაა შესაფერისი. აფეთქებით ჩამოსხმის სტრუქტურა შედარებით მარტივია და გამოყენებული მასალები ძირითადად ნახშირბადისგან არის დამზადებული.
5. ექსტრუზიის მატრიცა
უწყვეტი ფორმის პლასტმასის პროდუქტების დასამზადებლად გამოყენებული ყალიბის ტიპი, ასევე ცნობილი როგორც ექსტრუზიული ჩამოსხმის თავი, ფართოდ გამოიყენება მილების, ზოლების, მონოფილამენტების, ფირფიტების, ფირების, მავთულისა და კაბელის მოპირკეთების, პროფილირებული მასალების და ა.შ. დამუშავებაში.
შესაბამისი საწარმოო მოწყობილობა არის პლასტმასის ექსტრუდერი. პრინციპი ემყარება იმას, რომ მყარი პლასტმასი დნება და პლასტიფიცირდება ექსტრუდერის გათბობისა და ხრახნიანი ბრუნვის პირობებში და კონკრეტული ფორმის შტამპის მეშვეობით მზადდება იმავე განივი კვეთით, როგორც შტამპის ფორმა. უწყვეტი პლასტმასის პროდუქტები. მისი წარმოების მასალები ძირითადად ნახშირბადოვანი სტრუქტურული ფოლადი, შენადნობის ხელსაწყოები და ა.შ. არის, ხოლო ზოგიერთი ექსტრუზიული შტამპი ასევე დაფარულია ცვეთამედეგი მასალებით, როგორიცაა ბრილიანტი, იმ ნაწილებზე, რომლებიც ცვეთამედეგია.
ექსტრუზიის პროცესი, როგორც წესი, მხოლოდ თერმოპლასტიკური პროდუქტების წარმოებისთვისაა შესაფერისი, რაც სტრუქტურაში მნიშვნელოვნად განსხვავდება ინექციური და შეკუმშვის ფორმებისგან.
6. ბუშტუკების ობი
ყალიბი, რომელიც ნედლეულად იყენებს პლასტმასის ფირფიტებსა და ფურცლებს უფრო მარტივი პლასტმასის პროდუქტების შესაქმნელად. დარბილების შემთხვევაში, იგი დეფორმირდება და მაგრდება ყალიბის ღრუზე სასურველი ჩამოსხმული პროდუქტის მისაღებად, რომელიც ძირითადად გამოიყენება ყოველდღიური მოხმარების ნივთების, საკვებისა და სათამაშოების შესაფუთი პროდუქტების წარმოებაში.
გამოქვეყნების დრო: 2022 წლის 12 თებერვალი